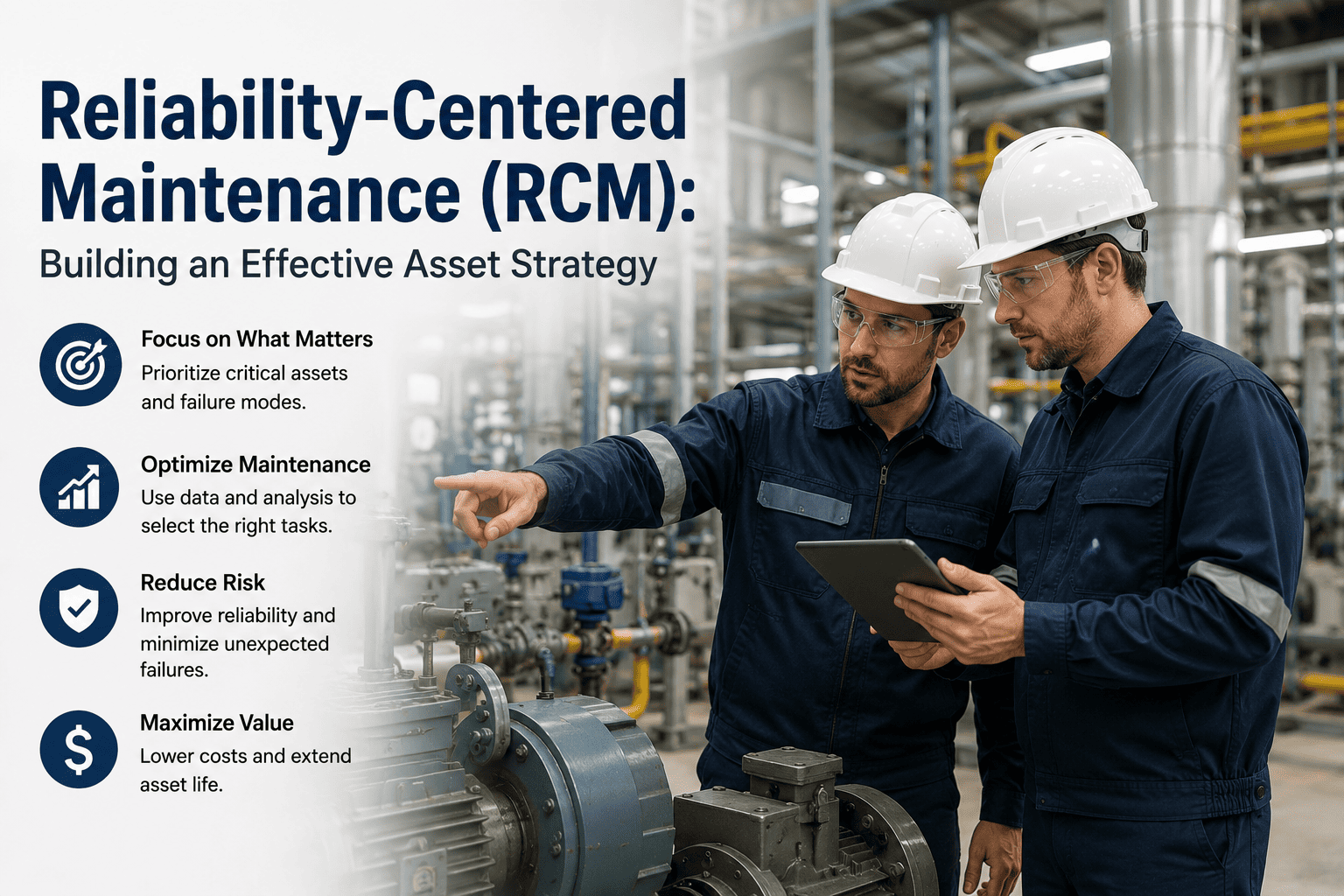
In the 1960s, United Airlines engineers discovered something uncomfortable: their time-based maintenance schedules were not preventing aircraft failures — they were just consuming budget on parts that didn't need replacing yet. The methodology they developed asked a different question entirely: what maintenance actually prevents failures that matter? That question became Reliability-Centered Maintenance, and decades later most industrial plants still maintain hundreds of assets on the same blanket lubricate-inspect-replace schedule, regardless of how critical the asset is or how it actually fails. Facilities that properly connect RCM logic to their CMMS like OxMaint report a 40% reduction in unplanned downtime and 25% lower maintenance material costs.
Stop Maintaining Everything the Same Way
OxMaint links your FMEA findings directly to asset records, work order templates, and condition monitoring — turning RCM logic into a maintenance program you actually run, not a binder on a shelf.
The Mistake Most Plants Make with RCM
The most common error is treating RCM as a maintenance interval optimization project — adjusting PM frequencies up or down without working through the structured failure logic RCM actually requires. Skipping straight to interval tables produces a leaner PM schedule, but it is not an RCM-based strategy, and it routinely fails to predict the failures that matter most. Book a demo to see how OxMaint keeps the full decision logic intact rather than shortcutting to a schedule.
The Seven Questions of SAE JA1011
The Society of Automotive Engineers standard JA1011 defines the benchmark for a legitimate RCM process — seven specific questions asked for every asset and every function it performs. Sign up free and work through this exact sequence inside OxMaint for each critical asset in your facility.
What is the asset's function and performance standard?
Define exactly what the asset is supposed to do, and to what standard — the baseline everything else measures against.
In what ways can it fail to fulfill that function?
List every functional failure — total loss, partial loss, or performance below the defined standard.
What causes each functional failure?
Identify the specific failure mode — a bearing seizure, a seal leak, a misaligned component — through FMEA.
What happens when each failure occurs?
Document the failure effect — what physically happens to the asset, the system, and the process around it.
What are the consequences of each failure?
Classify by safety/environmental impact, production/quality impact, or cost — this consequence category drives everything that follows.
Can the failure be detected before it occurs?
Determine if there's a measurable warning sign — vibration increase, temperature rise, fluid contamination — ahead of failure.
What should be done if no proactive task is justifiable?
For low-consequence failures with no cost-effective preventive option, the deliberate answer may be run-to-failure.
From Consequence to Strategy: The Decision Logic
| Consequence Category | Failure Pattern | Recommended Strategy |
|---|---|---|
| Safety or environmental impact | Any pattern — priority regardless of frequency | Mandatory proactive task or redesign |
| Production or quality impact | Gives measurable warning before failure | Condition-based / predictive maintenance |
| Production or quality impact | Follows a predictable wear cycle | Time-based preventive maintenance |
| Cost only, no safety/production link | Random failure, low consequence | Run-to-failure (deliberate, documented) |
| Hidden function (protective device) | Failure not evident during normal operation | Scheduled failure-finding inspection |
FMEA: The Engine Inside the RCM Process
Failure Mode and Effects Analysis is the structured tool that answers questions three through five — it is not a separate methodology, it is the analytical engine that makes RCM's decision logic possible.
Maintain consistent belt tension and alignment for material transport
Bearing wear causing misalignment
Increased spillage, carryback, and unplanned downtime
Vibration increase precedes failure — detectable 2–4 weeks ahead
Who Belongs in the Room for RCM Analysis
RCM analysis is a team exercise, not a desk study performed by one engineer in isolation. Each role brings context the others cannot supply on their own.
Knows the actual operating context — how the asset really runs day to day, not how it runs on paper.
Knows the failure modes firsthand — what actually breaks, and the early signs that precede it.
Understands the functional consequences — how a failure here ripples into the broader production process.
Facilitates the decision logic itself — the most common FMEA errors come from teams working through the seven questions without experienced guidance.
How OxMaint Turns RCM Logic into Daily Maintenance Practice
Structured FMEA Worksheets
Document every function, functional failure, failure mode, effect, and consequence category directly against the asset record — the same structure SAE JA1011 requires, built into the platform.
Decisions Become Work Orders
Once a maintenance task is selected for a failure mode, it converts directly into a PM schedule, condition monitoring trigger, or failure-finding inspection — no manual re-entry into a separate system.
Condition Monitoring Integration
For failure modes with a detectable warning sign, connect vibration, temperature, or other sensor thresholds directly to automatic work order generation.
Field Data Review Loop
Compare actual failure patterns against original FMEA predictions over time, and adjust intervals or strategies where field results contradict the initial analysis.
Match Every Asset to the Maintenance Strategy It Actually Needs
OxMaint connects FMEA analysis, RCM decision logic, and CMMS execution into one system — so failure prevention is driven by data, not by a blanket calendar.
Frequently Asked Questions
What is the difference between RCM and traditional preventive maintenance?
Traditional preventive maintenance applies time-based schedules uniformly, regardless of how critical an asset is or how it actually fails. RCM starts with the function an asset performs and works through structured failure logic to assign a different strategy to each individual failure mode — some get condition-based monitoring, some get time-based PM, and some are deliberately run to failure because that is the more cost-effective choice given the actual consequence. Sign up free to build this logic into your asset records in OxMaint.
How much historical data is needed before starting an RCM analysis?
RCM analysis can begin with as little as 12 months of maintenance history, though 24 to 36 months produces more reliable failure mode identification — particularly for slow-developing degradation patterns that a single year of data might not fully capture.
What is FMEA and how does it relate to RCM?
Failure Mode and Effects Analysis (FMEA) is the structured tool used within RCM to identify how each asset component can fail, what causes that failure, and what effect it has on the system. FMEA feeds directly into RCM questions three through five, providing the failure mode inventory and consequence assessment that ultimately drives maintenance strategy selection. Book a demo to see how OxMaint structures FMEA analysis within each asset record.
Why is run-to-failure sometimes the correct RCM decision?
When a failure mode has low consequence — no safety, environmental, or significant production impact — and no proactive task can reduce that risk in a cost-effective way, deliberately running the asset to failure is the economically correct and properly documented RCM decision. This is fundamentally different from neglect: it is a deliberate choice made after working through the full decision logic, not a default born from skipping the analysis.
Who should be involved in an RCM analysis session?
An effective RCM analysis team includes the asset operator who knows the real operating context, the craft technician who knows the failure modes firsthand, a process engineer who understands functional consequences, and a reliability engineer or facilitator who guides the team through the structured decision logic. External facilitators with SAE JA1011 experience are strongly recommended for an organization's first analysis cycle, since the most common FMEA errors come from teams working through the seven questions without experienced guidance.